磁力吸盘制造工厂
怀功电磁50年电磁吸盘研发和制造经验沉淀

怀功电磁50年电磁吸盘研发和制造经验沉淀

手机:18501652222 联系人:陈先生 企业QQ:40034081 传真:021-39003865 邮箱:shhgdc@163.com 地址:上海市奉贤区南桥镇望民路52号
当然也有很多厂家需要精加工也同样需要粗铣的话,对铣床电永磁吸盘的吸力要求就比较高了,需要用到强磁型的铣床电永磁吸盘,这样才不会造成吸不住,损伤工件的安全隐患。
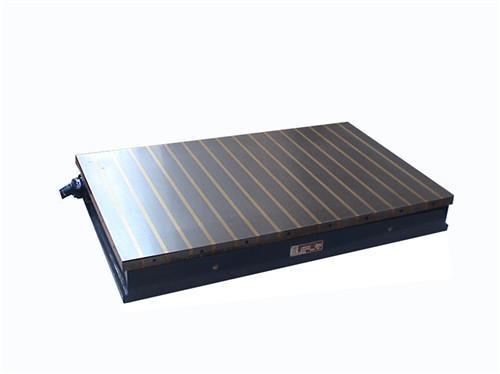
我们做过很多机床厂的铣床电永磁吸盘,有大有小圆形的方形的,符合各种工况工艺定制的,像是在铣床上用的铣床电永磁吸盘就比较符合各种加工方式,那么在铣的加工方式中,大多使用哪几种比较常见的呢?今天就和大家一起分享一下铣床加工的铣削方式有哪几种。
加工中心铣削大多数是用逆铣方式来完成。但是,应尽量采用顺铣,这样会取得更好的加工效果。因为加工中心逆铣时,刀片切入前产生强烈摩擦,造成加工表面硬化,使下一个刀齿难以切入。
当铣床顺铣时,应使铣削宽度大约等于2/3铣刀直径,这可保证刀刃一开始就能立即切入工件,几乎没有摩擦。如果小于1/2铣刀直径,则刀片又开始"摩擦"工件,因为切入时切削厚度变小,每齿进给量也将因径向切削宽度的变窄而减小。"摩擦"的结果使刀具寿命缩短,对于硬质合金刀具,增加每齿进给量和减小切削深度是比较有利的。
所以粗铣时,若径向切削宽度小于铣刀半径时,增加走刀量,其刀具寿命将会提高,铣床加工时间随之缩短。当然,精铣需要工件表面光洁,所以应限制走刀量。
试调这一径向铣削宽度,确定铣刀直径与径向铣削宽度之比的工作,最好在高精度加工中心上进行,以便在调整比率的同时,观察其工件表面粗糙度的变化。


